塑料件加工的壁厚對產(chǎn)品質(zhì)量有著顯著影響。一瓮恭、力學(xué)性能1. 強(qiáng)度適當(dāng)?shù)谋诤窨梢蕴峁┳銐虻膹?qiáng)度。如果壁厚過薄厘熟,塑料件在承受外力時(shí)容易發(fā)生破裂屯蹦、變形。例如绳姨,在一些需要承受一定壓力的塑料容器中登澜,壁厚不足可能導(dǎo)致容器在灌裝或運(yùn)輸過程中破裂,影響產(chǎn)品的使用性能和安全性飘庄。壁厚過厚脑蠕,雖然強(qiáng)度有所增加,但可能會導(dǎo)致內(nèi)部應(yīng)力集中措暗,使塑料件在冷卻過程中產(chǎn)生翹曲稻沮、縮痕等缺陷,同樣會降低產(chǎn)品的質(zhì)量递蚪。2. 剛性合理的壁厚有助
2024-10-22 塑料件壁厚問題
提高塑料模具的精密度可以從以下幾個(gè)方面入手:一蔼于、設(shè)計(jì)環(huán)節(jié)1. 合理的結(jié)構(gòu)設(shè)計(jì):確保模具的結(jié)構(gòu)穩(wěn)定,能夠承受注塑過程中的壓力和溫度變化泥出。例如柴怒,采用加強(qiáng)筋、支撐柱等結(jié)構(gòu)來增強(qiáng)模具的剛性辟焚。設(shè)計(jì)合理的冷卻系統(tǒng)凤阱,保證模具溫度均勻,減少因溫度不均導(dǎo)致的尺寸變化霸督。冷卻水道的布局應(yīng)充分考慮模具的形狀和注塑件的特點(diǎn),確保冷卻效果良好衅疙。2. 精確的尺寸計(jì)算:根據(jù)塑料材料的收縮率莲趣、注塑工藝參數(shù)等因素,準(zhǔn)確計(jì)算模具型腔和
2024-10-19 塑料模具精密度問題
PA6 材料即聚酰胺 6 或尼龍 6饱溢。一喧伞、優(yōu)點(diǎn)較高的強(qiáng)度:具有較高的抗拉、抗壓強(qiáng)度绩郎,比拉伸強(qiáng)度高于金屬潘鲫,比壓縮強(qiáng)度與金屬不相上下,可用于制造對強(qiáng)度要求較高的結(jié)構(gòu)部件肋杖,如汽車零部件溉仑、機(jī)械部件等。良好的韌性:在受到外力沖擊時(shí)状植,能夠吸收能量并保持較好的完整性浊竟,抗沖擊強(qiáng)度比一般塑料高,適用于一些需要承受沖擊載荷的場合津畸。突出的耐疲勞性:制件經(jīng)多次反復(fù)屈折仍能保持原有機(jī)械強(qiáng)度振定,在周期性疲勞作用明顯的場合應(yīng)用廣
2024-10-17 PA6
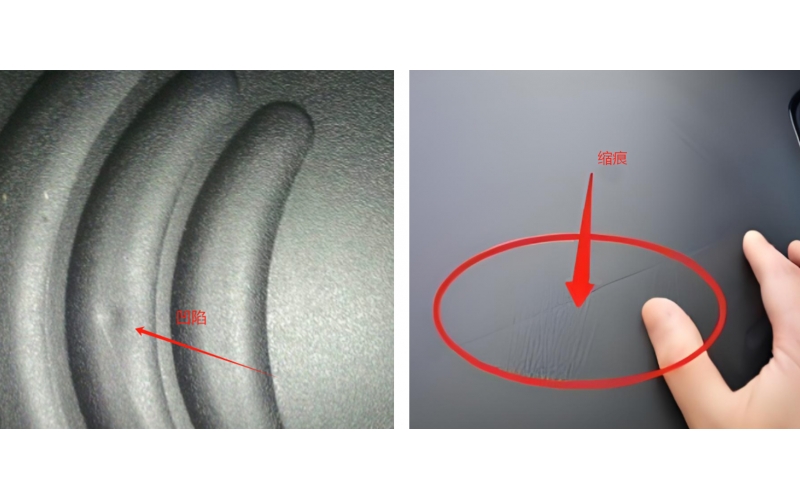
注塑件出現(xiàn)凹陷及縮痕的原因主要有以下幾個(gè)方面:一窗耘、材料因素1拄下、材料收縮率大不同的塑料材料具有不同的收縮率。如果選用的材料收縮率較大卖檬,在注塑成型后冷卻過程中齐犀,容易產(chǎn)生較大的體積收縮托习,從而導(dǎo)致凹陷和縮痕的出現(xiàn)。例如滥捣,一些結(jié)晶性塑料如聚乙烯(PE)虏淋、聚丙烯(PP)等,其收縮率相對較大沦昆,相比之下尸查,非結(jié)晶性塑料如聚苯乙烯(PS)、聚碳酸酯(PC)等收縮率較小愿凶。在選擇材料時(shí)竖伯,應(yīng)根據(jù)產(chǎn)品的具體要求和使用環(huán)境,合
2024-10-15 注塑機(jī)凹陷和縮痕問題
注塑模具的良好保養(yǎng)可以延長其使用壽命因宇、提高生產(chǎn)效率和產(chǎn)品質(zhì)量七婴。一、生產(chǎn)前保養(yǎng)檢查模具外觀仔細(xì)查看模具表面是否有銹蝕察滑、劃痕打厘、變形等情況。若發(fā)現(xiàn)問題贺辰,應(yīng)及時(shí)進(jìn)行處理户盯,如除銹、拋光或修復(fù)變形部位饲化。檢查模具的冷卻水孔莽鸭、頂桿孔等通道是否暢通,如有堵塞應(yīng)及時(shí)清理吃靠。清潔模具使用專用的模具清洗劑和軟布硫眨,將模具表面的油污、灰塵巢块、脫模劑殘留等清洗干凈倡挚。確保模具表面清潔,以免影響制品的外觀質(zhì)量筷疹。對于復(fù)雜結(jié)構(gòu)的模具蒸拦,可使
2024-10-12 注塑模具保養(yǎng)
一、雙色模具設(shè)計(jì)注意事項(xiàng)(一)模具結(jié)構(gòu)方面1. 分型面設(shè)計(jì)合理確定分型面位置瞳竖,對于雙色模具蜘把,由于需要進(jìn)行兩次注塑,分型面要兼顧兩種塑料材料的成型要求乡捧。例如衅滞,在設(shè)計(jì)時(shí)要考慮第一次注塑部分的脫模方式,不能影響第二次注塑時(shí)的合模和塑料流動。分型面應(yīng)盡量簡單抓惫、平整水惑,避免出現(xiàn)復(fù)雜的形狀,以減少模具加工難度和提高注塑時(shí)的密封性径楼。2. 模腔布局根據(jù)產(chǎn)品的形狀和尺寸汽足,優(yōu)化模腔布局。雙色產(chǎn)品的不同顏色或材質(zhì)部分在模
2024-10-09 雙色注塑模具
一嚼锄、油泵馬達(dá)及油泵啟動减拭,但不起壓力。1区丑,油泵上比例閥接線松斷或線圈燒毀——檢查比例壓力閥是否通電拧粪。2,雜質(zhì)堵塞油泵上比例壓力閥油口——拆下比例壓力閥清除雜質(zhì)沧侥。3可霎,壓力油不潔,雜物積聚于濾油器表面宴杀,防礙壓力油進(jìn)入泵——清洗濾油器癣朗,更換壓力油。4婴氮,油泵內(nèi)部漏油,原因使用過久盾致,內(nèi)部損耗或壓力油不潔而造成損壞——修理或更換油泵主经。5,油唧桶庭惜,油喉及接頭漏油——消除泄露地方仇钞。6,油制卡死——檢查油制閥芯是否活
2024-10-07 注塑機(jī)故障問題
PPA(聚鄰苯二甲酰胺(Polyphthalamide)PPA塑料中文名為:耐高溫尼龍籽钝,材料的優(yōu)點(diǎn)包括:高溫性能優(yōu)異:熱變形溫度高達(dá) 300°C 以上毯甘,連續(xù)使用溫度可達(dá) 170°C,能在高溫環(huán)境下保持良好的性能航赦,并且具有高耐熱性沙书,可顯現(xiàn)優(yōu)異的耐焊接性。機(jī)械性能良好:具有抗拉強(qiáng)度高犹狮、彎曲模量高优学、硬度大的特點(diǎn),能承受長期的拉伸蠕變箱藏,在高溫下仍可維持相當(dāng)高的模數(shù)陡敞,例如在 120°C 時(shí)的模量為 23°C
2024-09-25 PPA